Pressure-Sensitive Adhesives for Custom Interfaces
A membrane switch adhesive may bond the overlay to the switch, form part of a spacer construction, mount the finished interface to an enclosure, or join gasket and assembly layers. The correct pressure-sensitive adhesive is chosen against the actual substrate, surface texture, geometry, environment, assembly process, and removability requirement. No adhesive family is a universal answer, and adhesive alone does not create an ingress-protection rating.
Quick Selection Facts
- Substrate: identify the actual enclosure material, coating, paint, or molded surface rather than using only a broad label such as “plastic” or “metal.”
- Surface energy: high- and low-surface-energy surfaces can require different adhesive behavior, but the classification alone does not prove a bond.
- Roughness: texture reduces intimate contact and can prevent complete wet-out.
- Curvature: permanent bend, local steps, and edge return can create peel stress.
- Environment: specify cleaners, moisture, outdoor exposure, and required temperature conditions for the project.
- Assembly: pressure, dwell, liner removal, alignment, cleanliness, and access influence the installed result.
- Removability: decide whether service removal is expected and what residue, part damage, or replacement process is acceptable.
The useful question is not “Which tape is strongest?” Begin with the mating surfaces, geometry, installed load, and assembly conditions, then narrow the adhesive construction.
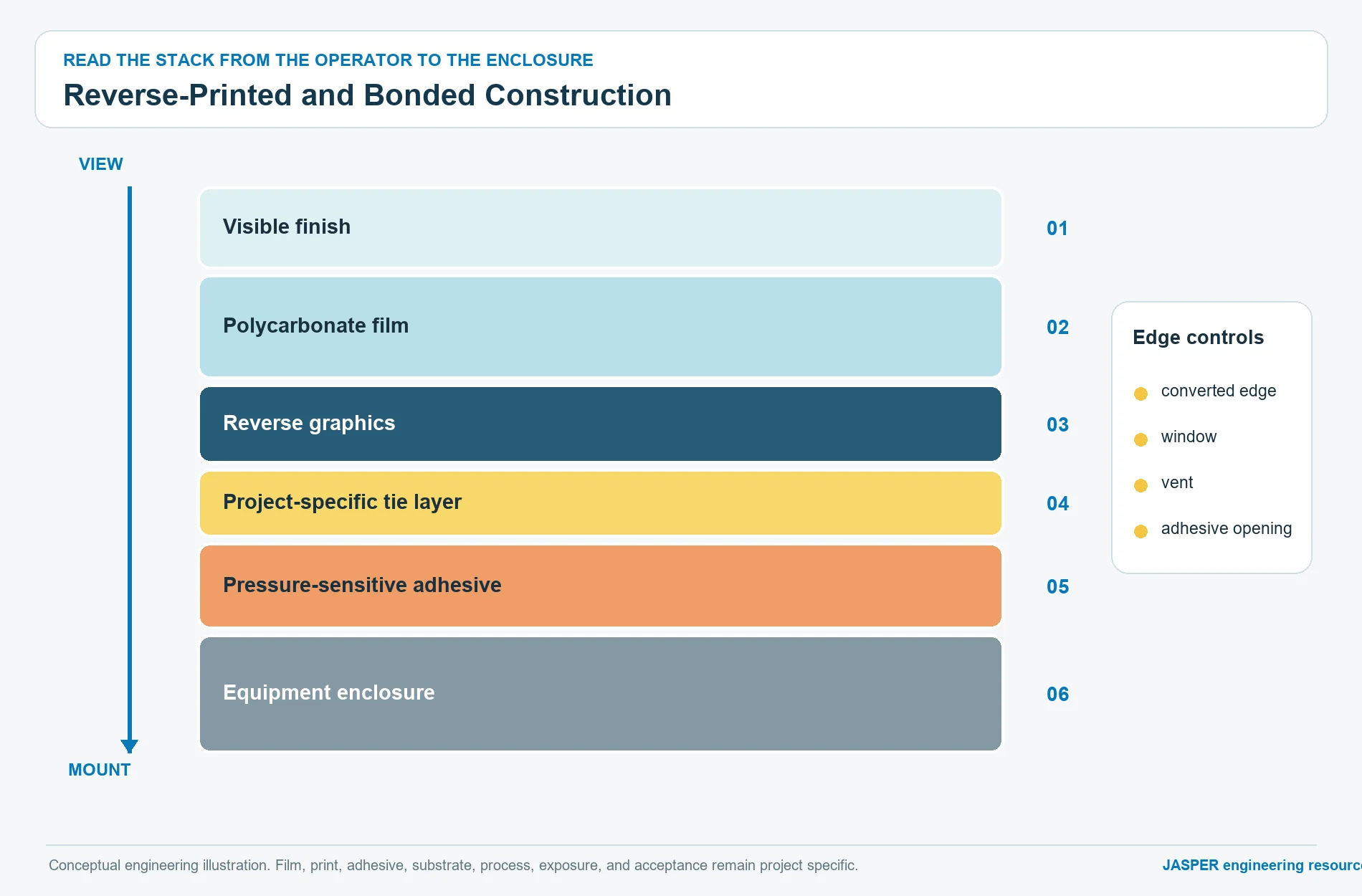
Adhesive Roles in the Interface Stack
Front adhesive
Front adhesive joins the graphic overlay to the layer below. Its cut geometry must protect windows and moving key areas while supporting edges and raised features.
Spacer adhesive
A spacer separates contacts and key openings. Its adhesive role is tied to opening geometry, venting, contact movement, and registration; it is not simply mounting tape.
Rear mounting adhesive
Rear adhesive mounts the completed interface to an enclosure. Because that surface may be painted, molded, textured, curved, or contaminated during handling, the actual part and installation process matter more than its broad material name.
Foam or gasket bonding
Foam or gasket layers may address a gap, compression, or seal-system need. Foam, adhesive faces, edges, enclosure, and fasteners act together; the construction is not an IP guarantee.
Removable construction
For service removal, define which layer releases, access method, acceptable residue, and enclosure-damage limits. Only a documented construction should be described as removable.
Adhesive Construction Options
These are engineering categories, not confirmed supplier grades or universal performance options.
| Construction | Typical role in the stack | Reason to evaluate it | Limitation or evidence needed |
|---|---|---|---|
| Acrylic pressure-sensitive adhesive | Front, spacer, rear, or assembly bonding | Screen against substrate, environment, and converting needs | Grade-specific compatibility, wet-out, exposure, and processing require evidence |
| Transfer adhesive | Adhesive supplied on a release liner | Consider where no separate carrier is wanted | Handling, die cutting, liner release, contamination, and edges require review |
| Double-coated construction | Carrier with adhesive on both faces | Joins different layers and can aid handling | Both adhesive faces, carrier, and substrates matter |
| Foam-supported construction | Conformable or compressible bond layer | Consider for a defined gap, texture, or compression need | Compression, edges, stability, and seal design are project-specific |
| Documented specialty or removable option | Specific service or substrate requirement | Consider when standard constructions do not resolve the need | Source documentation and project evidence are required |
Adhesive is also a converted component. Windows, key openings, perimeter paths, tail exits, and liner splits can be as important as chemistry and should be drawing-controlled.
Substrate Compatibility
High-surface-energy materials
Bare metals and glass are often treated as higher-surface-energy surfaces, but oil, oxidation, texture, paint, treatment, or contamination can change the bond. Generic metal does not validate a painted enclosure.
Low-surface-energy plastics
Some molded plastics are difficult to wet. A low surface energy adhesive may be considered, but resin, additives, mold release, texture, cleaning, and geometry still matter. Use the actual molded material and representative parts when available.
Painted or coated metal
The bond is made to the coating, so coating adhesion, cure, texture, contamination, and exposure become part of the interface. Adhesive cannot compensate for a coating that releases.
Acrylic, glass, and smooth rigid panels
Smooth surfaces may support contact but reveal trapped air, adhesive edges, particles, or window stress. Visible bonds need appearance and cleanliness criteria.
Textured and curved surfaces
Texture reduces contact area, while curvature and edge return create peel stress. Severe texture, abrupt geometry, or unsupported edges may require a different construction, enclosure change, or mechanical assistance.
Environmental and Assembly Conditions
Name the actual cleaning process. Distinguish occasional moisture, splash, washdown, outdoor cycling, or another defined condition. Provide temperature as a project requirement, not an assumed adhesive range.
Pressure-sensitive adhesives rely on wet-out. Surface preparation, pressure, time before loading, and ambient conditions can affect the installed bond and may need controlled assembly instructions.
Liner design affects alignment and handling. The sequence should avoid touching adhesive, stretching a transfer layer, trapping particles, or committing the part before alignment. Large overlays may need a fixture.
Die-cut geometry should keep adhesive out of windows, displays, connectors, vents, and moving keys. Define adhesive-free areas in the drawing rather than relying on manual removal.
Common Failure Modes
| Symptom | Likely area to investigate | Practical review direction |
|---|---|---|
| Edge lift | Peel stress, contamination, curvature, poor contact, or enclosure mismatch | Inspect substrate, edge geometry, assembly, and installed load |
| Bubbles | Lamination sequence, texture, premature contact, or contamination | Review fixture, application direction, cleanliness, and flatness |
| Adhesive ooze | Construction mismatch, compression, edge geometry, or handling | Check material record, cutback, compression, and assembly |
| Incomplete wet-out | Rough or low-energy surface, contamination, pressure, or geometry | Evaluate representative parts and document preparation |
| Window contamination | Cutout error, particles, migration, or handling | Inspect registration, adhesive-free zone, liner, and cleanliness |
| Misalignment | Immediate grab, poor datums, liner sequence, or inadequate fixture | Improve alignment features or installation sequence |
| Paint releases | Coating failure rather than adhesive-to-coating failure | Inspect separated surfaces and coating adhesion |
Examine the separated surfaces before changing materials. Adhesive location can help distinguish wet-out, contamination, coating release, internal failure, and mechanical stress.
Selection Boundary
This page owns adhesive roles, constructions, substrate inputs, and risks. The step-by-step process remains in how to choose adhesive for the enclosure.
Detailed review belongs on the material compatibility and adhesive engineering review page. Link to sealing materials only when that page is live, and never imply that adhesive or gasket layers independently establish an IP rating.
Related Products, Capability
- Link custom graphic overlays with die-cut adhesive to custom graphic overlays.
- Link sealed membrane switch construction to waterproof membrane switches near perimeter bonding.
- Link the materials and adhesives capability in Selection Boundary.
- Use outdoor equipment bonding considerations only beside a real example.
- Add a return link to Materials for Custom Interface Products.
Frequently Asked Questions
What adhesive is used in a membrane switch?
It depends on the layer. Front, spacer, rear mounting, and gasket adhesives have different jobs. Selection should consider the complete stack, substrates, environment, geometry, assembly, and service requirement.
Why does surface energy matter when selecting adhesive?
It influences wet-out, but resin, paint, additives, mold release, texture, contamination, curvature, and assembly also matter. Representative production surfaces provide better evidence than a generic label.
Can a pressure-sensitive adhesive bond to a textured enclosure?
It may be possible with a documented construction, but texture reduces contact. Review depth, stiffness, curvature, edges, pressure, and surface condition; a different construction or enclosure change may be needed.
How can bubbles be reduced during overlay installation?
Use clean surfaces, controlled alignment, a planned liner sequence, and progressive lamination. Large or flexible parts may need a fixture matched to the approved construction and enclosure.
Does membrane switch adhesive make the assembly waterproof?
No. Ingress performance depends on the complete enclosure, edges, tail exit, vents, compression, fasteners, assembly, and validation. Adhesive selection alone is not an IP-rating claim.
What information is needed for an adhesive review?
Provide the enclosure material and coating, texture, drawing, curvature, cleaners, exposure, temperature requirement, assembly sequence, removability, quantity, and required documentation. Representative parts help when the surface is uncertain.
Share the Enclosure Substrate and Operating Environment
Send the enclosure drawing, substrate, coating, texture, curve or step geometry, cleaners, exposure, assembly sequence, liner preference, removability, and required records. Use the RFQ to share the enclosure substrate and operating environment so candidates can be assessed against the real interface rather than a universal bond claim.
Review the Complete Stack Before Tooling
Share the drawing, enclosure, operating conditions, assembly process, approval evidence, quantity, and timing. Unknown values can remain open items; they should not become assumed guarantees.